气电式斜背剥皮机
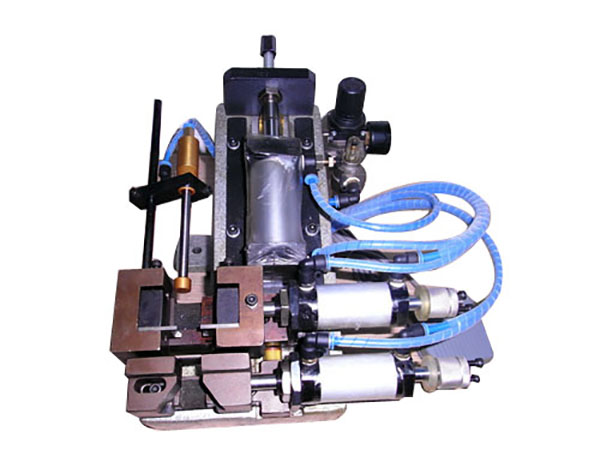


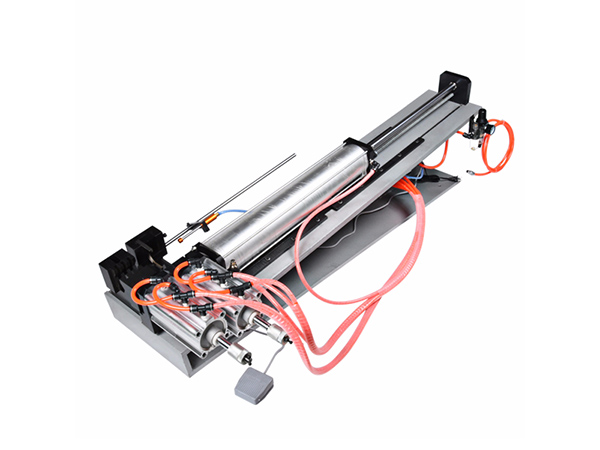
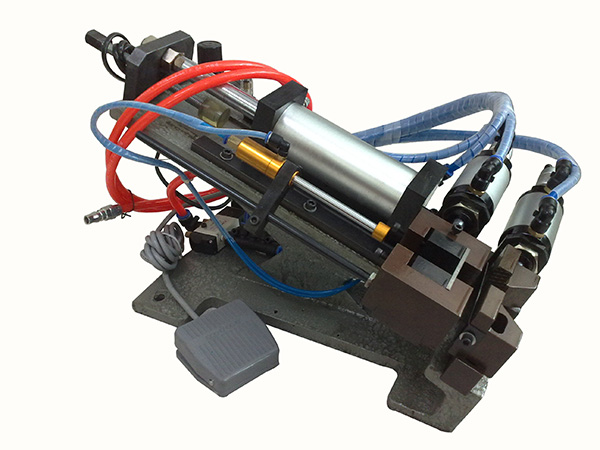
本机斜背式设计,合乎工人操作.变动式气缸,无弹簧断裂之处.精致工刀模,大小型机种,刀模皆通用。独特式滑座,往后行程平稳,切剥精准。气式控制,轻巧敏捷,作业轻松。可调式结构,视线材粗细而作调整。适用于AC/DC电源线、电脑线、电子线、多心线、特殊电线。
| 机型 | XEL-305 | XEL-310 | XEL-315 | XEL-320 | XEL-330 | XEL-416 |
| 行程 | 50mm | 100mm | 150mm | 200mm | 300mm | 150mm |
| 剥线能力 | Max.5mm | Max.15mm | Max.20mm | Max.20mm | Max.20mm | Max.30mm |
| 电压 | AC110V/220V60Hz/20Hz | |||||
| 气压 | 3-7 kg/cm² | |||||
| 出力 | 31-73kg | 49-115kg | 84-196kg | 84-196kg | 84-196kg | 165-300kg |
| 气缸 | 40¢ | 50¢ | 50¢ | 50¢ | 50¢ | 80¢ |
| 重量 | 20kg | 25kg | 35kg | 50kg | 65kg | 50kg |
| 规格 | 400×300×270mm | 480×330×280mm | 660×390×340mm | 700×400×360mm | 1100×550×450mm | 615×425×375mm |
1.本机种是采用气电式控制,使用前请先接上电源及空压机。
2.加工前将线材放入固线刀内,而后脚踩踏板开关,始可成型。
3.加工线材之长短可由刀具座前端之小气缸移动前,后而测得。
4.如加工时,内线有伤到之痕迹,可由刀座气缸后面之微调装 置调整。
5.若加工线材之外皮有严重夹痕时,可由夹线气缸之微调改善之。
6.操作时请注意安全,机器不用时,请关掉电源以免误伤。
7.线材大小不同时,则刀具亦不相同,须更换刀具再行使用。
8.线皮在1MM以下者,使用固线刀及半圆刀配合使用。
9.线皮在1MM以上者,使用交叉V型刀。
10.夹具之夹线平面须与刀具圆弧弧度切齐,以免伤及内线。
1. 随时保持管路顺畅,如有破损则须换新。
2.机器各部活动之地方均需润滑,以免动作不顺或磨损过大而减低机器之寿命。
3.气缸之润滑:由进气管加油后接上空压机即可,约4~7天加一次,每次约十滴,建议使用SAE-10机油。
4.更换刀具前应先将刀具座清理干净,以保持刀具之精准度。
5. 机器操作完后,请将机器清理干净及上一层薄油以防止铜蚀,更可提高工作效率,廷长机器寿命。
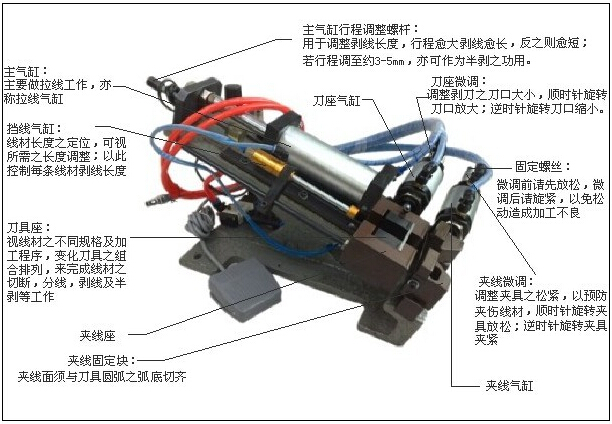
1、主气缸:主要做拉线工作,亦称拉线气缸,主气缸调整螺丝用于调整剥线长度,行程愈大剥线愈长,反之则愈短,若行程调至约3-5mm,亦可作为半剥之功用。
2、挡线气缸:线材长度之定位,可视所需之长度调整,以此控制每条线材剥线长度。
3、刀具座:视线材之不同规格及加工程序,变化刀具之组合排列,来完成线材之切断、分线、剥及半剥等工作。
4、夹线固定块:夹线面须与刀具圆弧与弧底切齐。
5、刀座微调:调整剥刀刀口大小,顺时针旋转刀口放大;逆时针旋转刀口缩小。
6、固定螺丝:微调前请先放松,微调后请旋紧,以免松动造成加工不良。
7、夹线微调:调整夹具之松紧,以预防夹伤线材。顺时针旋转夹具放松;逆时针旋转具夹紧。
A: 分线总长度
B: 脱皮长度
C: 已分线未脱皮长度
D: 分线刀座之厚度
E: 脱皮刀之厚度
F: 垫块之厚度
1.文字表示法:较简单之线材可利用些法表示,变分;
a:文字法:D×d或D×t
b:线材编号:例如SAT18,SJT18,16,14等
2.绘图表示法:如参考图,但较复杂之线材容易标示不全。(圆中之四芯线需二次加工)
3.寄样品线,此法为最妥之方法,请多利用些法。

 首页
首页 产品分类
产品分类 在线咨询
在线咨询 一键拨号
一键拨号 TOP
TOP